
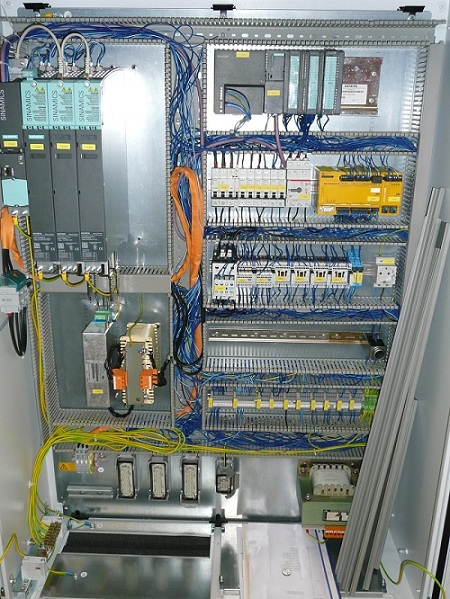
PLC/PLC controls are a cost-effective alternative to CNC controls because they can be used to complete essential tasks. They are completely sufficient for common machine automation solutions. Compact controls are offered for the low to medium performance range of automation. Depending on the design, digital or analogue inputs and outputs are available. If the existing components are not sufficient, compact controls can be expanded with additional modules. In the picture shown we used a Siemens PLC CPU314C-2DP to automate a converted AMNI grinding wheel drilling machine. The two feed axes and two spindles are addressed via the integrated Profibus DP interface. The positioning of the axes and the speed control of the spindles is carried out using a SINAMICS CU320 Control Unit. Power parts for axes and spindles SINAMICS SmartLine modules.
PLC positioning control for a woodworking machine

Replacing a defective CNC control of a woodworking machine with a PLC/PLC control with Siemens CPU314C-2DP and SINAMICS Control Unit CU320. Siemens SINAMICS SmartLine modules were used for the drives of the X, Y and Z axes. The machine is programmed via a workshop-oriented user interface on a Siemens Touch Panel TP177B. The machine operator enters the coordinates in the X and Y directions as well as the corresponding tool and the drilling depth into the control. The traversing movements of the 3 axes are implemented with the help of traversing blocks. The data can be stored in internal or external data storage.
CNC control for modernized WOTAN Rapid 2 boring machine

In contrast to the PLC control, machines equipped with CNC control can interpolate two or more geometry axes with each other. The traversing movements of all axes are described via NC programs. Today, programs are usually generated using CAD systems with postprocessors and transferred to the control system.
In the picture shown here, we have modernized the control of a WOTAN Rapid 2 boring machine with a Heidenhain iTNC530. The machine has 5 geometry axes and a main spindle. The power parts and control modules for all axes and spindles are also from Heidenhain, while the motors for the axes and the main spindle are from Siemens.
CNC control for STANKO vertical lathe
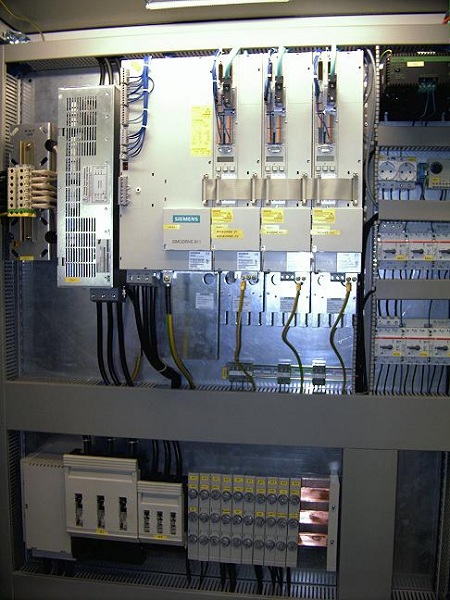
Here you see a control cabinet section from a machine modernization of a STANKO vertical lathe with a SINUMERIK 840Di CNC control from Simens. The Siemens SINUMERIK 840Di is a fully PC-integrated numerical control for up to 20 axes, which is built into the operator panel and works together with the 611U drive system. The axis control modules are controlled via PROFIBUS-DP. Since this machine processes in parallel with two supports, we used a 2-channel CNC control here.